与时俱进,诚赢客户
不断为用户提供满意的高科技产品
全国服务热线0577-62768889


因为热缩套管的伸缩性和柔软性,使得其尺度检测起来不太简单。
内径 (ID) 检测
热缩套管是有伸缩性的,许多人选用传统的尺度检测方法,游标卡尺或许会导致热缩套管拉伸变形从而得到过错的检测成果。如下图所示,在检测时热缩套管拉伸变形,从而导致了过错的内径检测成果。

图2:拉伸导致内径检测偏大
为了处理检测时尺度变形的问题,能够用一套已知尺度的塞规来处理这个问题。依据热缩套管的尺度,挑选适宜的塞规(先用外径小于热缩套管内径的塞规,然后一步步替换尺度大的塞规直到尺度适宜)。需求悄悄缓慢的将塞规塞进热缩套管,这样就能够得到正确的热缩套管内径尺度,即该塞规的外径。

图3:运用塞规正确检测内径
外径 (OD) 检测
检测热缩套管外径时,游标卡尺的外力很或许会导致热缩套管压缩,导致检测成果偏小。如下图所示:

图4:压缩导致检测外径偏小
正确检测热缩套管外径的方法,像检测内径一样,塞入适宜尺度的塞规,很容易就能够测出热缩套管的外径。检测方法如下图所示:
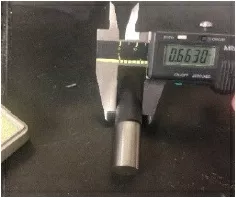
图5.正确的热缩套管外径检测
壁厚 (W) 检测:
测出了内径和外径,壁厚就很简单经过以下方式算出来了。
壁厚 W = (OD-ID)/2
以上参数的检测,均为出厂参数测验。加热回复后,这些参数均会发生改变。
长度的缩短率检测
长度的缩短率检测就需求对热缩套管加热,检测加热前以及加热修复后的长度改变率。长度的改变一般会用一个百分比来检测表明,这个改变规模一般在-10%--0%(不是所有的热缩套管都是这个值)。不过这个改变率能够采纳以下公式检测核算。
长度缩短率 = (L1 - L2) / L2 X 100%
- L1为缩短修复后长度
- L2为缩短前长度
另外,检测长度缩短率尽管看上去很简单,或许会因为一些不当操作,导致检测成果犯错。比如检测东西精度不行、热缩套管加热不充分导致缩短不彻底,这些问题只需求确保加热彻底、检测东西精度高,就能够处理。此外,热缩套管在烤箱加热时简单黏住,在烤箱加热时热缩套管需求用一个铁丝类的产品防止热缩套管黏住。
上一篇:各型电缆附件的功用特征
下一篇:典型的电缆附件案例事故分析
联系电话
微信扫一扫
