与时俱进,诚赢客户
不断为用户提供满意的高科技产品
全国服务热线0577-62768889


一、加热校直的基本概念
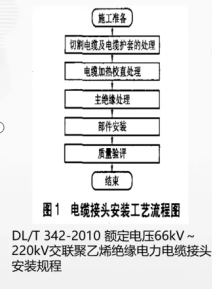
图1 输电电缆附件设备工艺流程
由图1可知,电缆加热校直处理是输电交联聚乙烯电缆附件设备的要害工艺环节。界说:加热校直是一种在电缆附件施工时,将电缆端部必定区域绕包加热带并按照规则的时间和温度加热后,固定在一平直的物体上天然冷却至环境温度,使电缆端部成为直线的工艺。意图:在于消除电缆出产和敷设进程中发生的机械应力,确保电缆和附件界面良好合作,也可减少电缆投运后因绝缘受热而导致的回缩。
那么什么是机械应力和绝缘回缩呢?
二、机械应力和绝缘回缩1.机械应力机械应力(mechanical stress)是指物体由于外因(受力、湿度改动等)而变形时,在物体内各部分之间发生相互效果的内力,以抵挡这种外因的效果,并力图使物体从变形后的方位回复到变形前的方位。那么在电缆附件设备前的电缆上或许存在的机械应力主要包括两部分:一部分是电缆制作发生的机械力,一部分是电缆敷设进程发生的机械力。下面介绍两部分的构成。
(1)制作发生
在电缆制作进程中发生的机械力。
1.导体。在制作结构上,电缆导体多股分为若干层绞制,绞制方向相反,各层的退扭力矩得到部分抵消,但还潜存着必定的扭距应力。可参见《10千伏电力电缆导体基本知识》。
2.绝缘。现在广泛运用的交联聚乙烯绝缘电缆,尽管全部选用固体资料制作,但绝缘资料膨胀系数较之导体相差10-30倍,聚乙烯绝缘较简略回缩。
3.铠装。钢带或钢丝作为电缆保护层中的铠装层,在电缆出产制作进程中会发生旋转机械力。钢带铠装一般选用双层,在制作中其绞制方向相同,潜存着扭距应力。当敷设展放选用网套牵引电缆时,潜在着的扭距应力会开释,即电缆牵引时发生的退扭现象。钢丝铠装选用单层或双层,单层钢丝不论绞制顺逆方向,都潜在必定的扭距应力。两层钢丝为了平衡改动力矩,内层钢丝比外层钢丝直径小,制作中两层钢丝绞制方向相反,两层的退扭力矩得到部分抵消,但仍是潜存着扭距应力。所以钢丝铠装依据钢丝的不同标准,其绞制节距一般为电缆铠装直径8-12倍。
(2)敷设发生的机械力在敷设设备施工时,效果在电缆上的机械力有三种:牵引力、侧压力和扭力。
2.绝缘回缩
界说:交联电缆在出产进程中内部存在热应力,当切除适当长一段电缆后,绝缘内部的热应力开释,导致电缆绝缘在电缆端部相对导体发生轴向的位移。这种现象称为“绝缘回缩”,这种现象普遍存在。损害:由于资料和出产工艺的差异,“绝缘回缩”的程度不同。“绝缘回缩”的损害主要有以下两个方面:(1)电缆工作一段时间后,电缆绝缘假设发生“绝缘回缩”,会构成终端和接头处产愤慨隙,然后引起部分放电,直至导致绝缘击穿。(2)如电缆“绝缘回缩”现象严重,则标明电缆本体存在较大的内应力,比较简略引起电树枝状放电。发生主要原因:交联电缆发生“绝缘回缩”的主要原因在于交联出产进程中的热应力。电缆在出产进程中,交联电缆温度逾越结晶消融温度,使得其紧缩弹性模数大幅度下降。但是电缆出产线冷却进程较为活络,使得电缆热应力没有开释,最终在电缆本体中构成热应力。其次,交联电缆绝缘和导体的热膨胀系数不同,相差0~30倍。交联聚乙烯相对金属导体而言,较简略回缩。关于35kV及以下附件,终端的回缩有限,一般不作考虑,但在接头中应选用法拉第笼或其他办法打败回缩现象。例如,在预制接头中,衔接收处的半导电体可选得较长,使它的长度两端分别和绝缘搭接10~15mm(见图2),起到屏蔽效果,即便绝缘回缩,一般也只有10mm以下,屏蔽效果仍然存在。
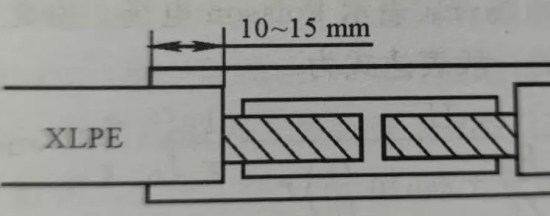
图2 衔接处的半导体屏蔽结构
关于高压XLPE绝缘电缆的附件设备,亦有必要仔细考虑回缩问题,一般在加热校直的一起消除XLPE内的应力,由于高压缆接头中不可能制作出屏蔽结构,接头中任何一点的XLPE回缩都会给接头带来致命的缺点,即气隙(见图3),该气隙内发生部分放电,将会导致接头击穿。
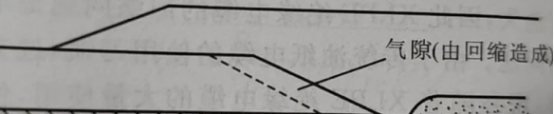
图3 高压电缆接头中的回缩
消除办法消除电缆“绝缘回缩”有必要开释电缆内部的热应力。在电缆出产厂商通过屡次加热一冷却进程开释了大部分的热应力,但是电缆仍然存在部分热应力,只是程度有所下降罢了。为了确保交联电缆附件的正常工作,有必要在附件施工进程中对电缆采用必要的办法,消除“绝缘回缩”的影响。
1.加热校直:加热矫直一方面是为了确保终端和接头方位电缆平直度,确保电缆没有弯曲,然后确保了预制式和预制装配型附件的牢靠设备。另一方面,加热矫直的进程也是一种对电缆内部应力的消除进程。通过加热和冷却,将电缆制作进程中留下的热应力消除一部分,减少了电缆绝缘的回缩量。
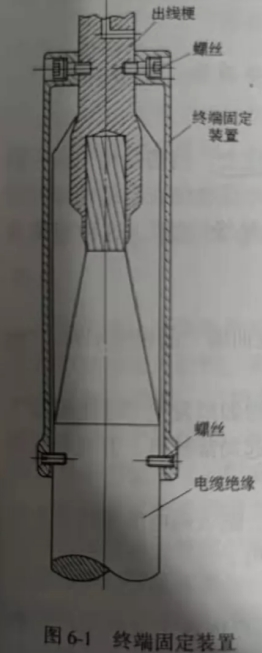
2.固定规划:为了避免电缆绝缘回缩,在交联电缆附件规划中选用电缆终端固定设备和接头固定设备的电缆绝缘固定规划。1)终端固定设备,是为避免电缆绝缘回缩,对终端特别规划电缆固定设备。图6-1是一种典型的规划,采图6-1终端固定设备8个螺丝将金属筒固定在电缆完毕。
3.接头固定设备。交联电缆预制式接头,设备标准要求严厉,几毫米的电缆绝缘回缩往往会构成电缆接头的击穿。预制式接头一般可选用屏蔽罩规划,一方面均匀了电缆导体衔接部位的电场,另一方面屏蔽罩通过电缆绝缘上的两端槽卡住电缆绝缘层,避免电缆绝缘层的回缩。4.堵截电缆后,留一段时间等电缆绝缘缓慢回缩。这种办法是一种消沉办法,只能在无法选用以上两种办法的时分运用,其效果比以上两种办法差。各种电缆的生产进程和生产条件存在差异,绝缘回缩的程度各有不同,一般等待时间应为24h以上。
三、工艺办法
①绕包加热带、设备热电耦、接入 温度控制箱,通电加热;
②加热温度控制在80-90℃,温度控制箱必须有专人监视,不得逾越控制温度;
③终端加热时间为3h,接头为6h;
④使用两个半爿组成的钢管绑扎固定,加热完毕后,天然冷却至室温。
上一篇:电缆分支箱的安装注意事项
下一篇:热缩套管选型时要参考哪些参数?
联系电话
微信扫一扫
